مجموعه ما قادر به برش انواع ورق های فلزی از ضخامت 0/5 میلی متر تا 15 میلی متر با بالاترین کیفیت و مناسب ترین قیمت (طبق نرخ رسمی اتحادیه) با طرح دلخواه شما می باشد.همچنین مجموعه ما قادر به طراحی صنعتی متناسب با نساز شما می باشد.
برش لیزر ورق آهن با دستگاه لیزر فیبری؛ دقیق، تمیز و اقتصادی
در دنیای امروز صنعت فلزات، برش لیزر فیبری بهعنوان پیشرفتهترین و مقرونبهصرفهترین روش برش ورقهای آهنی شناخته میشود. این تکنولوژی از سال ۲۰۱۵ به بعد در ایران هم به سرعت فراگیر شد و تقریباً تمام کارگاههای حرفهای و کارخانههای بزرگ به سمت دستگاههای فیبر مهاجرت کردند. دلیلش کاملاً مشخص است: کیفیت بینظیر، سرعت بالا و هزینه تمامشده بسیار پایینتر نسبت به روشهای قدیمی.
در دستگاههای لیزر فیبری، منبع نور از نوع دیودهای فیبر نوری است که طول موج ۱۰۶۴ نانومتر تولید میکند. این طول موج دقیقاً در محدودهای قرار دارد که جذب آن در آهن، فولاد کربنی و آلیاژی بسیار بالاست (بیش از ۹۰ درصد انرژی جذب سطح فلز میشود). به همین دلیل، انرژی هدررفته بسیار کم است و برش با حداقل حرارت ورودی انجام میشود.
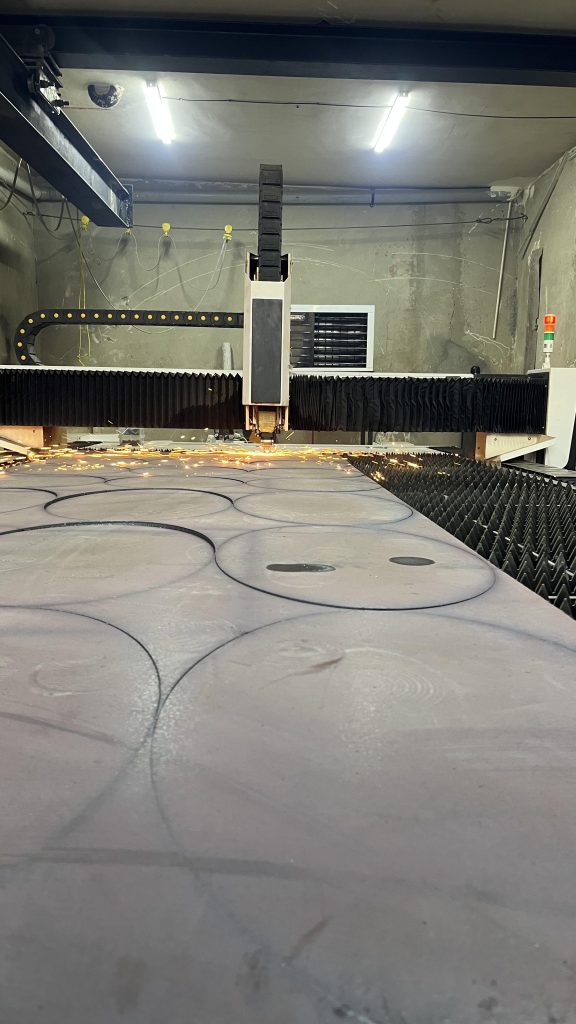
در عمل، نازل لیزر با فاصله چند دهم میلیمتر از سطح ورق حرکت میکند و گاز کمکی (معمولاً نیتروژن یا اکسیژن فشرده) همزمان با پرتو لیزر دمیده میشود. نیتروژن برای لبههای کاملاً تمیز و بدون اکسیداسیون و اکسیژن برای سرعت بالاتر در ضخامتهای زیاد استفاده میشود.
با دستگاه های ۳ کیلووات: تا ۱۵ میلی متر
با دستگاههای ۶ کیلووات: تا ۲۰–۲۲ میلیمتر ورق سیاه
با دستگاههای ۱۲ کیلووات: تا ۲۵–۳۰ میلیمتر ورق سیاه
با دستگاههای ۱۵–۲۰ کیلووات: تا ۳۵–۴۰ میلیمتر (در شرایط ایدهآل)
البته سرعت برش در ضخامتهای بالا کاهش پیدا میکند، اما همچنان کیفیت لبه حفظ میشود.
انواع ورق آهنی که با لیزر فیبر به بهترین شکل برش میخورند
• ورق سیاه ST37 و ST52 (پرکاربردترین نوع در سازه و صنعت)
• ورق روغنی و گالوانیزه (برای بدنه دستگاه و قطعات ظاهری)
• ورق آلیاژی Hardox و ضدسایش
• ورق آتشخوار و مخازن تحت فشار
• ورق اسیدشویی با سطح بسیار تمیز
در روشهای قدیمی مثل پلاسما یا هواگاز، لبه برش دچار اکسیداسیون شدید و پلیسههای سخت میشود که باید با سنگزنی یا برس سیمی حذف شود. اما در برش لیزر فیبری با گاز نیتروژن، لبه کاملاً صیقلی و نقرهایرنگ باقی میماند. این موضوع باعث میشود قطعه مستقیماً به مراحل بعدی مثل خمکاری CNC، جوشکاری یا رنگ کورهای برود و زمان تولید تا ۴۰–۵۰ درصد کاهش پیدا کند.
وقتی تلورانس برش زیر ۰.۱ میلیمتر باشد، قطعات مثل پازل دقیقاً روی هم قرار میگیرند. در جوشکاری، گپ بین قطعات تقریباً صفر میشود و نفوذ جوش یکنواختتر خواهد بود. خیلی از مشتریان ما که در حوزه مخزنسازی و دستگاههای صنعتی فعالیت میکنند، گزارش دادهاند که نرخ ضایعات جوشکاریشان بعد از تغییر به لیزر تا ۷۰ درصد کم شده است.
یکی از مهمترین مزیتهای برش لیزر، امکان چیدمان هوشمند قطعات روی ورق است. نرمافزارهایی مثل Lantek، SigmaNEST یا CypCut به ما اجازه میدهند قطعات مختلف سفارشهای متعدد را روی یک ورق ۱۵۰×۳۰۰ یا ۲۰۰×۶۰۰ میلیمتر طوری بچینیم که ضریب استفاده از ورق به ۹۲–۹۶ درصد برسد. این یعنی در هر تن ورق، گاهی تا ۱۰۰–۱۵۰ کیلوگرم صرفهجویی میشود که در تیراژهای بالا رقم بسیار قابل توجهی است.
در نگاه اول شاید برش لیزر کمی گرانتر به نظر برسد، اما وقتی هزینههای جانبی (سنگزنی، ضایعات، دوبارهکاری، زمان تولید) را حساب کنید، معمولاً ۲۰–۴۰ درصد ارزانتر تمام میشود.
کاربردهای رایج برش لیزر ورق آهن
• ساخت انواع براکت و پایه دستگاه
• قطعات ماشینآلات راهسازی و کشاورزی
• بدنه و شاسی دستگاههای صنعتی
• پانلهای فلزی دکوراتیو و نما
• قطعات آسانسور و کانالکشی
• قالبهای صنعتی و فیکسچرهای مونتاژ
• سازههای فلزی سبک و سنگین
1. فایل طراحی را با فرمت DXF یا DWG با ضخامت خط ۰.۰۱ میلیمتر ارسال کنید.
2. شعاع گوشههای داخلی حداقل ۰.۵ برابر ضخامت ورق باشد (برای جلوگیری از سوختگی گوشه).
3. فاصله بین قطعات حداقل ۲–۳ میلیمتر در نظر بگیرید.
4. برای ضخامتهای بالای ۱۲ میلیمتر، بهتر است از گاز اکسیژن استفاده شود (سرعت بالاتر، هزینه کمتر).
5. اگر قطعه قرار است رنگ الکترواستاتیک شود، حتماً گاز نیتروژن انتخاب کنید تا لبه زرد نشود.
در نهایت، برش لیزر ورق آهن با دستگاه فیبری دیگر یک «گزینه» نیست؛ یک «ضرورت» برای هر مجموعهای است که به دنبال کیفیت بالا، سرعت و صرفه اقتصادی باشد.